Nguyên nhân và biện pháp xử lý sản phẩm để lại dấu vết
Ripple hiện tại
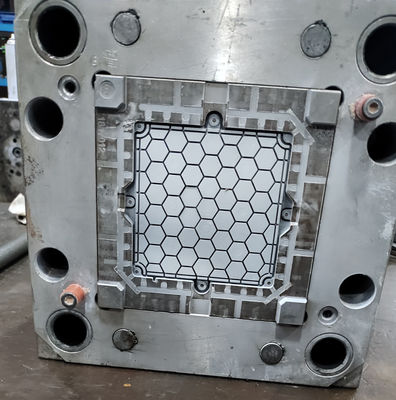
Khi vật liệu trong khuôn được đông đặc và vật liệu nóng chảy sau dòng chảy được trộn lẫn, chẳng hạn như Mi không được tích hợp hoàn toàn, sản phẩm sẽ có vết mờ và vảy.óng ánh hoặc hình vòng, hiện tượng này là dấu chảy, thường xảy ra ở tốc độ chậm
| Gây ra | thước đo | |
| điều kiện hình thành |
1. Mức độ tràn vật liệu quá thấp và phần phía trước rất dễ xử lý 2. Nhiệt độ khuôn quá thấp 3. Tốc độ đúc hỗn loạn quá nhanh hoặc quá chậm sẽ tạo ra các vết dòng chảy gợn khi quá chậm và các vết dòng chảy lởm chởm khi quá nhanh 4. Áp suất làm đầy hoặc áp suất giữ quá thấp, do đó vạch dòng chảy rõ ràng trình diễn |
1. Tăng nhiệt độ đúc 2. Tăng nhiệt độ chết 3. Đặt tốc độ phù hợp 4. Tăng áp suất làm đầy và duy trì
|
| Chết |
1. Cổng quá nhỏ 2. Không cho ăn lạnh tốt 3. Đổ chữ U sai vị trí
|
1.F đổ n 2. Mở thêm giếng cấp liệu lạnh. 3. Nếu rót U không cố định thì vật liệu còn chạm vào vị trí bẫy thành lỗ khuôn |
| Thiết kế sản phẩm |
1. Thiết kế cấu trúc sản phẩm tạo ra nhiều góc vuông hơn 2. Sản phẩm bị vỡ và chênh lệch độ dày quá lớn |
1. Cải thiện hình dạng sản phẩm và làm mịn dòng vật liệu nóng chảy 2. Thay đổi thiết kế để độ dày quá mịn |
| Vật liệu |
1. Tính thanh khoản nguyên vật liệu kém 2. Quá nhiều chất làm đầy
|
1. Cải thiện thanh khoản 2. Chuyển sang vật liệu có ít chất độn hơn |
| Khác | Tắc nghẽn suona trên máy ép phun |
Vệ sinh đầu phun của máy
|